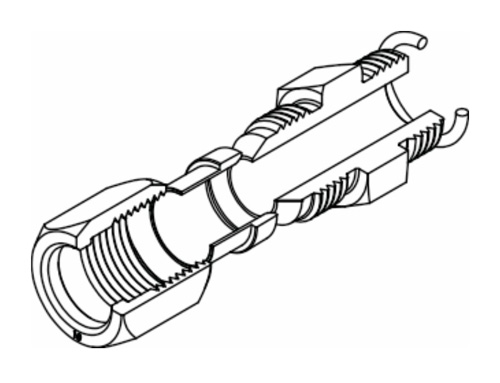
CONSTRUCTION
Fittings consist of three main components: Bodies, Nuts, and Sleeves.
Bodies – Straight bodies are machined from bar stock. Shape fittings (elbows, tees, & crosses)
are made from forgings.
Tube Nuts – Tube Nuts in sizes 1/4″, 3/8″, 1/2″, 5/8″,3/4″, 1”, are Cold Formed in 1010 steel. Tube Nuts in sizes 1/8″, 3/16″, 5/16″, 7/8″, 1-1/4″, 1-1/2″, & 2″ are hot forged
from 1045.
Tube Sleeves – Tube Sleeves for fittings are machined from 12L14 bar stock.
APPLICATIONS
For use with machine tools, agricultural and earth moving machinery, instrumentation, chemical processing systems, and most other high pressure hydraulic applications.
PRESSURE RATINGS
Working pressures up to 5000 PSI. Working pressures will vary depending on tube and fitting size.
(For applications using extreme pressures at 5000 PSI or above, contact D-Lok Fittings.)
MATERIAL
Steel – Bar Stock 12L14, 1045
Cold Formed 1010
Stainless Steel – Type 316
PLATING
Clear Zinc Trivalent
- Passivated
CONFORMANCE
Fittings Meet SAE J514 and MS (Military Specifications).
HOW TO ORDER
Tubing sizes are measured in sixteenths of an inch. Available sizes are 1/8″ through 2″. When ordering, the tube end of the fitting must be specified first followed by the pipe thread or straight thread end. All fittings in this section are ordered as bodies only unless specified by customers when ordering.
(Contact D-Lok Fittings for details on ordering fittings preassembled with nuts and sleeves.)
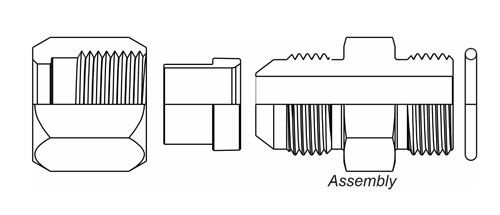
ASSEMBLY INSTRUCTIONS
- Cut the tubing to the desired length making sure the ends are square. Remove all burrs from the tubing ends and clean thoroughly.
- Slide the tube nut on the tubing making sure that the open end of the nut is facing the tube Then slide the tube sleeve on the tubing making sure the seat of the sleeve is facing the tube end.
- Using a 37° flaring tool, flare the tubing end. Inspect the flared end for dimensions that are out of tolerance and may cause underflare, overflare, and excessive wall thinning which can interfere with the operation and quality of the assembled (For examples of underflaring and overflaring refer to the tube flaring drawings.)
- Pull the sleeve up to the flared end and then pull the tube nut up and over the sleeve and flared
- Lubricate the threads on both the nut and the fitting body, align the flared end against the nose of the fitting and assemble to the finger-tight
- Using a wrench tighten the assembly until the nut is snug, then tighten the nut an additional one to two flats (Refer to the assembly torque charts during installation of fittings from the port and thread assemblies section.)